
What Is EN 1090 Certification? A Practical Sourcing Guide for Steel Structure Buyers
When reviewing quotes from overseas structural steel fabricators, buyers often face a common scenario: all suppliers claim to be "EN 1090 certified." One sends a glossy certificate in their profile. Another mentions it in an email. A third provides a comprehensive document package you might not fully understand.
Which one do you trust?
Many professional buyers and estimators get this wrong because they treat EN 1090 like a simple checkbox or a one-time ISO audit. It is not.
EN 1090 certification is a mandatory European standard for structural steel and aluminum structures1. It establishes the technical requirements and quality control procedures manufacturers must follow to prove their products are safe, reliable, and legally marketable in the EU and projects adopting European standards. To sell structural steel into Europe legally, a factory must operate a closed loop of Factory Production Control, strict welding management, and correct Declaration of Performance documents2.
In this guide, we explain what EN 1090 really means, how it connects to CE marking, what Execution Classes are, and most importantly — how to verify whether your steel structure supplier is truly compliant or simply showing a piece of paper.

1. What Is EN 1090 Certification Exactly?
When people refer to "EN 1090 certification," they usually mean that a manufacturer has established and been audited for a compliant Factory Production Control (FPC)2 system by an independent Notified Body.
The standard is divided into parts. EN 1090-1 sets the conformity assessment requirements and is the harmonized standard under which CE marking is applied. EN 1090-2 specifies the detailed technical requirements for steel fabrication. For most commercial and industrial projects, EN 1090-2 is the primary technical reference.
To get certified, a fabricator must implement an FPC system covering everything from raw material procurement and material traceability to welding procedures and final non-destructive testing. An independent Notified Body audits this FPC system under AVCP System 2+, conducting initial inspection and continuous surveillance before CE marking can be legally affixed3.
But here is the key point: the certificate itself is not enough. The certificate proves the factory has the system in place. What matters is how they use it on every project. Every load-bearing structure produced must be traceable back to documented procedures. A valid certificate held by a factory whose daily production does not follow the system is meaningless the moment a customs officer or site inspector asks for evidence.
EN 1090 is not just proof that a factory can make steel components. It is proof that the factory controls how those components are made — every day, on every project.
2. The EN 1090 Compliance Loop: Three Parts That Must Work Together
Understanding EN 1090 requires understanding that it is not a one-time test. It is a daily manufacturing discipline built around three interconnected parts. A broken link in any one of them means a project fails compliance completely.
Part One: Factory Production Control (FPC) FPC is the daily factory rule system. It tracks materials from the moment they arrive at the factory gate to the moment they leave on the truck. A critical element is material traceability — specifically, maintaining the heat number on every part so that each component can be linked back to its original mill certificate throughout production4.
Part Two: Welding Control Welding control governs the exact procedures used at every welding station. It ensures that qualified welders follow tested and approved welding procedure specifications, and that welding records are maintained. EN 1090 references ISO 3834 as a normative standard for welding quality requirements5, meaning the two standards are deeply connected and inseparable in practice.
Part Three: The Document Pack The document pack is the legal proof that the work was done correctly. It connects material identity, welding records, inspection results, and final release into a coherent file that travels with the product to the buyer.
| Compliance Part | What Must Happen in Production | Why It Matters |
|---|---|---|
| Factory Production Control | Heat numbers checked on all incoming steel; traceability maintained throughout fabrication. | Stops untraced or incorrect material from entering the structure. |
| Welding Control | Welder identity and qualification verified at each station; procedures followed precisely. | Ensures every weld is legal, traceable, and structurally sound. |
| Document Pack | Test reports, material certificates, and welding records compiled and issued with each shipment. | Allows the buyer, customs, and site inspection to accept the steel without delay. |
You might buy good steel but follow incorrect welding rules. That breaks the loop. You might weld perfectly but lose the heat number. That also breaks the loop. All three parts must be controlled together before any shipment leaves the factory.
3. EN 1090 and CE Marking: The Legal Connection
For structural steel sold in the European Union, CE marking is not optional. It is a legal requirement1 under the Construction Products Regulation (CPR), Regulation (EU) No 305/2011. EN 1090-1 is the harmonized standard under the CPR that governs structural steel and aluminum components. Without an audited EN 1090 FPC system, a factory cannot legally affix the CE mark to structural components intended for the EU market.
What the CE Mark Actually Means
The CE mark is frequently misunderstood. It is a legal declaration of conformity, not a quality seal or award. When you see a CE mark on structural steel, it must be accompanied by a Declaration of Performance. The CE marking itself, when a Notified Body is involved in production control, must display that body's four-digit identification number6.
There is no such thing as a "CE certificate." CE is a marking, not a certification document. What buyers should ask for is the EN 1090 certificate from a Notified Body, plus the project-specific Declaration of Performance.
The Declaration of Performance (DoP): The Most Important Document
The DoP is a mandatory legal document under the CPR7. When a compliant factory ships a steel warehouse or industrial platform, they do not simply ship the steel with a general certificate. They ship it with a DoP that states the exact execution class, material grade, welding standard, and traceability for that specific project, referencing the factory's EN 1090 certificate number.
If the structure arrives at EU customs or a project site without a proper, project-specific DoP, it can be rejected immediately. The DoP is the document that makes CE marking legally valid for that shipment.
The CE label itself may be placed on the product, on a label attached to the product, on the packaging, or on accompanying documents such as the delivery note8.
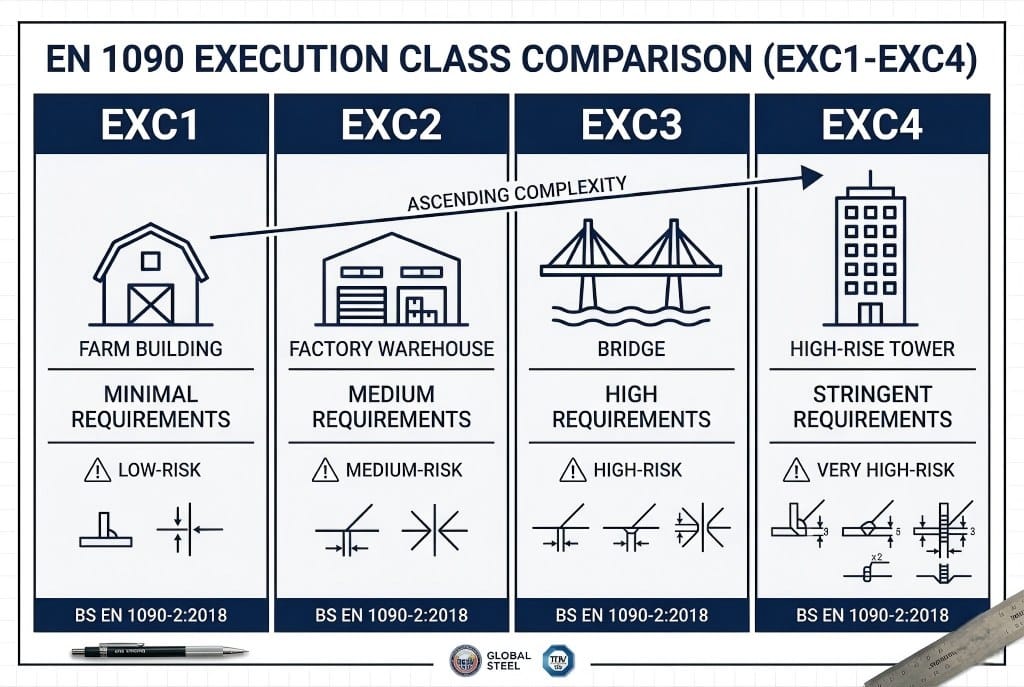
4. Understanding Execution Classes: EXC1 to EXC4
Execution classes define the level of quality control and technical requirements applied to the fabrication of your steel structure. EN 1090 specifies four classes: EXC1 to EXC49. The higher the class, the stricter the requirements for welding, inspection, documentation, and traceability.
A common and costly sourcing mistake is assuming higher is always better. Specifying EXC3 for a standard industrial warehouse drives up cost and lead time without improving the structure's actual performance for that application. The correct execution class must be determined by the structural engineer based on the building's function, consequence of failure, and project specifications — not selected arbitrarily during purchasing.
Most typical building steel structures fall under EXC2, which is the standard expectation for commercial and industrial construction10. Higher classes are reserved for more demanding structural applications.
| Execution Class | Typical Applications | Key Technical Requirements | Common Buyer Context |
|---|---|---|---|
| EXC1 | Agricultural sheds, simple storage buildings, non-critical low-load structures. | Basic welding control, limited inspection requirements. | Rarely appropriate for commercial or export projects. |
| EXC2 | Warehouses, workshops, equipment platforms, standard industrial buildings. | Full weld inspection, material traceability, ISO 3834-3 welding quality minimum. | The most common class for industrial buyers and general contractors. |
| EXC3 | Public buildings, bridges, high-rise structural frames, sports stadiums. | Stricter weld quality, extensive NDT, ISO 3834-2 welding quality minimum. | Specified by structural engineers for safety-critical structures. |
| EXC4 | Seismic-resistant structures, nuclear facilities, exceptional safety requirements. | Maximum inspection intensity, full traceability, ISO 3834-2 minimum, highest structural integrity standards. | Rarely required unless explicitly mandated by specialized engineering codes. |
Why Execution Class Affects More Than Fabrication
The execution class is not just about the factory floor. It also governs erection and on-site assembly requirements. If your contract includes installation or on-site structural work, confirm that the execution class coverage extends to those activities as well.
5. The Hidden Requirement: ISO 3834 Welding Quality
You cannot discuss EN 1090 seriously without discussing welding quality management. In real structural steel fabrication, EN 1090 uses ISO 3834 as a normative reference for welding quality requirements5, meaning ISO 3834 compliance is embedded within EN 1090, not optional alongside it.
If a supplier claims to be EN 1090 compliant but cannot explain their ISO 3834 welding management system — who is responsible for welding coordination, what qualified welding procedures they operate, how they manage welder continuity — that is a significant warning sign.
EN 1090 strictly correlates Execution Classes with specific ISO 3834 quality levels:
- EXC1 requires at minimum ISO 3834-4 (Elementary quality requirements).
- EXC2 requires at minimum ISO 3834-3 (Standard quality requirements).
- EXC3 and EXC4 require ISO 3834-2 (Comprehensive quality requirements).
A professionally managed welding system under EN 1090 includes:
- WPS (Welding Procedure Specification): A documented, tested procedure specifying exactly how each weld type must be performed.
- WPQR (Welding Procedure Qualification Record): The test record proving that the procedure has been formally qualified.
- Welder Qualification Records: Proof that individual welders are approved under ISO 9606-1, with continuity of approved welding activity maintained to keep qualifications valid5.
A supplier's real EN 1090 capability is often most visible through the maturity of its welding control system. A factory that cannot clearly discuss its WPS coverage, welder qualification records, and welding coordination personnel is unlikely to be genuinely operating at the level it claims.
6. Subcontracting Under EN 1090: You Cannot Outsource Responsibility
A common misconception among buyers and some fabricators is that outsourcing parts of the work to a subcontractor transfers EN 1090 responsibility. This is legally and technically incorrect.
Under the Construction Products Regulation, the manufacturer is responsible for drawing up the DoP and affixing the CE marking, and remains fully responsible for conformity regardless of whether production tasks are subcontracted11. If a subcontractor loses a heat number, fails to maintain traceability, or performs unqualified welding, the primary manufacturer is accountable.
This means a compliant factory must:
- Verify that subcontractors hold valid EN 1090 certification at the appropriate execution class scope.
- Flow down inspection plans, welding procedures, and traceability requirements to subcontractors by contract.
- Collect all material certificates, welding records, and inspection documents from subcontractors before shipment.
- Integrate subcontractor documentation into the final project document pack as if the work were done in-house.
| Subcontractor Contract Requirement | What to Specify | Why It Is Necessary |
|---|---|---|
| Certification Scope | Subcontractor must hold valid EN 1090 certification at the required EXC level. | Legal basis for the work to be included in your CE-marked supply. |
| Traceability | Heat numbers must be maintained on all parts throughout the subcontractor's process. | Loss of heat number at any stage prevents CE marking of the affected component. |
| Document Submission | All records must be submitted before shipment for integration into the final document pack. | Incomplete subcontractor records will cause buyer rejection and payment delays. |
When evaluating a steel fabricator, ask specifically what processes they subcontract and how those subcontractors are controlled and verified. Outsourcing is not inherently a problem. Uncontrolled outsourcing is.
7. What Documents Should a Qualified EN 1090 Supplier Provide?
Buyers who do not know what documents to request are routinely given incomplete or incorrect paperwork. A professionally managed EN 1090 supply involves the following documents as a baseline.
Core Certification and Legal Documents
- EN 1090 Certificate from a Notified Body: Must show the issuing body's name and four-digit number, valid dates, the manufacturing facility address (not a trading office), and explicit execution class scope.
- Declaration of Performance (DoP): Must be project-specific. A generic template with only the company name changed is not a valid DoP. It must reference the specific structure, execution class, material grades, and the certificate number.
Material and Traceability Documents
- EN 10204 Type 3.1 Material Certificates (Mill Test Certificates): These prove the chemical composition, mechanical properties, and heat number of the steel supplied. They are the foundation of material traceability4. If a supplier cannot provide 3.1 certificates, the material source is unverified.
- Component Traceability Log: A record linking each physical component (via stamped heat number or part mark) to its specific material batch and production records.
Welding Documents
- WPS (Welding Procedure Specifications): Documented and qualified procedures for each weld type used in the project.
- WPQR / PQR: The formal qualification records proving each procedure has been tested.
- Welder Qualification Records: Current qualifications for each welder who worked on the project, with continuity records intact.
Inspection and Testing Documents
- Inspection and Test Plan (ITP): The plan defining what was inspected, at what stage, and by whom.
- Visual Testing (VT) Reports: Mandatory weld inspection records.
- NDT Reports (UT, MT, PT as applicable): Non-destructive testing results signed by qualified inspectors, scoped to the execution class requirements.
- Dimensional Inspection Records: Confirming fabricated members meet drawing tolerances.
- Non-Conformance Reports (NCRs) and Repair Records: Where deviations occurred, documented evidence of how they were resolved.
Surface Treatment Documents
- Coating or Painting Reports: Surface preparation standard, coating system, DFT measurements.
- Galvanizing Records: If hot-dip galvanizing was applied, including subcontractor control documentation.
Final Release and Delivery Documents
- Release Inspection Records: Signed authorization that the structure meets all requirements for shipment.
- CE Marking Documentation: Labels or markings on components or delivery notes, with the Notified Body four-digit number displayed6.
- Packing Lists with Member Identification: Linking physical shipment contents to document pack records.
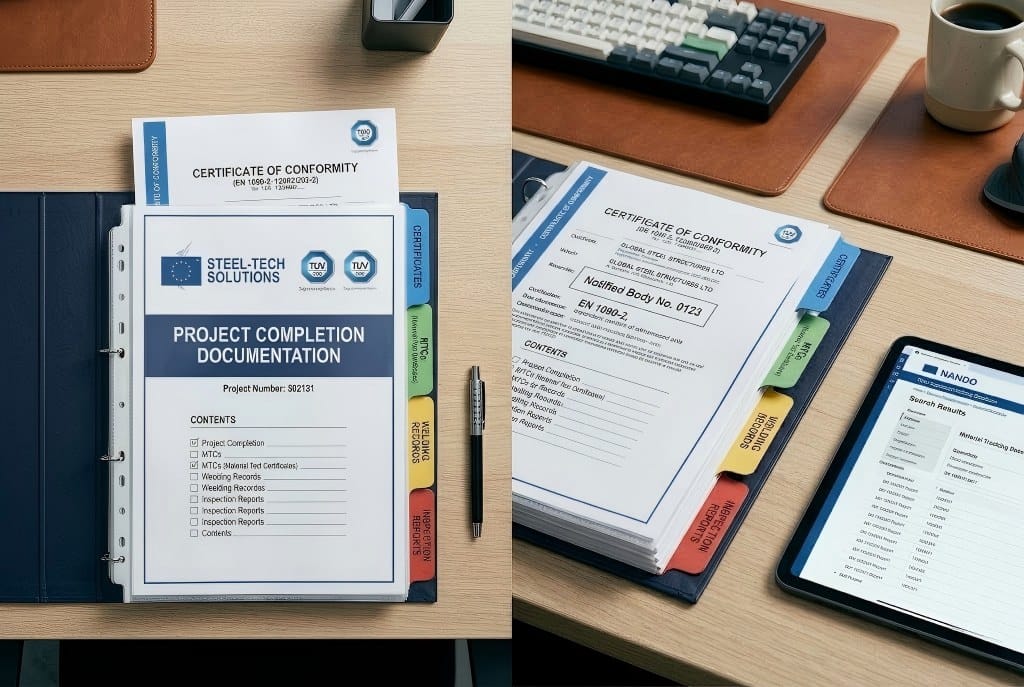
A reliable supplier will have sample document packs from previous projects available to show prospective buyers, with confidential client details removed. Hesitation to provide this is a red flag.
8. How to Verify Whether a Supplier Is Truly Compliant
Anyone can attach a logo to a PDF. Verifying a supplier's EN 1090 claim takes under ten minutes if you know exactly where to look and what to check.
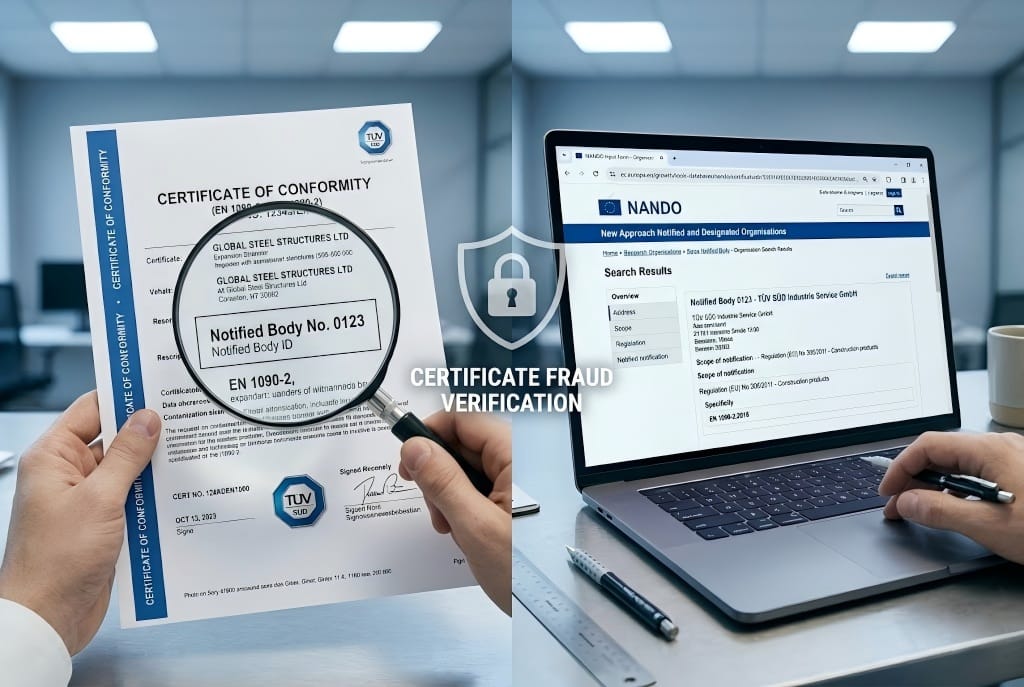
Step 1: Use the NANDO Database to Verify the Notified Body
Every EN 1090 certificate issued by a legitimate Notified Body carries a four-digit identification number. This number is registered in the European Commission's official NANDO (New Approach Notified and Designated Organisations) database.
How to verify:
- Locate the four-digit Notified Body number on the supplier's certificate.
- Go to the European Commission NANDO database12 online.
- Search for that number.
- If the number does not appear, the certificate is fraudulent.
- If it does appear, confirm that the body is authorized for Regulation (EU) No 305/2011 (Construction Products) and specifically for EN 1090-113.
This one check eliminates fake certificates entirely. Fabricated Notified Body numbers and copied logos from real bodies are more common in international trade than buyers expect.
Step 2: Check the Certificate Scope Carefully
Do not stop at the front page of the certificate. Verify:
- Does the certification scope explicitly list EN 1090-1?
- Which execution classes are covered — EXC1 only, or through EXC2, EXC3?
- Does the factory address on the certificate match the actual manufacturing facility, not a trading company's registered office?
- Is the certificate currently valid, and when was the last surveillance audit?
Step 3: Verify ISO 3834 Compliance
Confirm which level of ISO 3834 the factory operates under. ISO 3834-4 is only acceptable for EXC1. For EXC2 and above, ISO 3834-3 or higher is required. A supplier who cannot clearly state their ISO 3834 level or who only holds ISO 9001 is not fully compliant for EXC2 and above work.
Step 4: Request a Sample Quality Dossier
Ask for a recent project's document pack with confidential client details removed. A factory that genuinely operates under EN 1090 produces complete dossiers for every project and can provide a sample immediately. If this request causes hesitation or delay, the system is likely not functioning in daily production.
Step 5: Conduct the Audit Checklist Verification
Whether through a physical factory visit, a video audit, or a third-party inspection agency, a real EN 1090 operation should show visible evidence of compliance on the shop floor:
| Audit Point | What to Ask | What Evidence to Look For |
|---|---|---|
| Material Traceability | Where is the heat number on this component? | Hard stamp or paint mark on the part traceable to a mill certificate. |
| Welding Control | How does the welder know the correct procedure for this joint? | A valid, current WPS document posted or accessible at the workstation. |
| Equipment Calibration | Is this measuring or testing equipment accurate? | A valid calibration sticker with current dates on the equipment. |
| Release Authorization | Who approved this component for shipment? | Signed release records linked to inspection reports. |
Step 6: Ask What Is Subcontracted and How It Is Controlled
Request a list of in-house versus subcontracted processes. Ask how subcontractors are qualified and how their documentation is integrated. A supplier with robust EN 1090 discipline will answer this question without hesitation. A supplier who has not thought about it is unlikely to be maintaining a compliant system across their full supply chain.
9. Common Buyer Mistakes When Sourcing EN 1090 Steel Structures
Mistake 1: Treating the Certificate as the Only Requirement
The certificate confirms the system exists. It does not confirm the system is working on your project. The DoP, 3.1 material certificates, welding records, and inspection reports are what protect your project at customs and site acceptance.
Mistake 2: Specifying the Wrong Execution Class
Specifying EXC3 when EXC2 is appropriate adds significant cost and schedule without structural benefit. Specifying EXC2 when EXC3 is required creates legal and safety risk. Execution class must be set by the structural engineer based on the project, not chosen during purchasing as a risk hedge.
Mistake 3: Treating EN 1090 as a Price Premium Rather Than a Risk Control
The cost difference for EN 1090-compliant supply reflects real production activities: certified materials, qualified welding procedures, NDT testing, traceability administration, and document preparation. A quote that appears significantly cheaper than compliant alternatives usually means one or more of these activities is absent. The cost of a delayed or rejected shipment, re-fabrication, and penalty clauses will far exceed the apparent saving.
Mistake 4: Accepting Generic or Reused Documents
A DoP that appears to be a template with only the company name updated is not a valid project-specific DoP. Material certificates that do not correspond to the actual heat numbers in the traceability log are not compliant documentation. Buyers should cross-check document references against each other.
Mistake 5: Failing to Plan for Documentation Lead Time
EN 1090 documentation — particularly inspection reports, NDT results, and coordinated traceability records — takes time to prepare properly. Informing your supplier of documentation requirements at the purchase order stage, not at the shipping stage, prevents rushed and incomplete document packs.
Mistake 6: Assuming Export Experience Equals Compliance
A factory may have exported thousands of tons of steel globally and still not operate under the controlled manufacturing discipline that EN 1090 requires. International shipping experience and EN 1090 system maturity are entirely separate capabilities.
10. Why EN 1090 Matters Even Outside Europe
EN 1090 may be directly relevant to your project even if it is located outside the European Union.
Many project owners, EPC contractors, and engineering consultants in the Middle East, Africa, Southeast Asia, and Australia specify European standards — including EN 1090 — as the project technical benchmark. In these cases, compliance is required by contract and engineering specification, not by EU market access law.
For overseas buyers, this means EN 1090 serves as a strong supplier qualification criterion whenever the project demands:
- Internationally recognized manufacturing controls.
- Structured welding and traceability documentation.
- A compliance framework that consultants and engineers can review and accept.
- Reduced approval risk during project inspection and final acceptance.
In this context, EN 1090 is not a European import requirement. It is a universal indicator of manufacturing discipline and documentation quality.
FAQ: Frequently Asked Questions About EN 1090
Q: Is EN 1090 mandatory for all steel structures in Europe?
EN 1090 is mandatory for structural steel and aluminum components placed on the EU market under the Construction Products Regulation where CE marking is required. For non-structural or non-load-bearing fabricated items, requirements may differ. Buyers should confirm with their project specification and structural engineer whether EN 1090 applies to each component category.
Q: What is the difference between ISO 9001 and EN 1090?
ISO 9001 is a general quality management system applicable to any type of business or product. EN 1090 is a specific, technical manufacturing standard governing exactly how structural steel must be traced, cut, welded, inspected, and documented. A factory can hold ISO 9001 without being EN 1090 compliant. The two are not interchangeable.
Q: Can a trading company hold an EN 1090 certificate?
The EN 1090 certificate applies to the manufacturing facility — specifically its Factory Production Control system. If you are purchasing through a trading company, the certificate must be held by the actual fabricating factory, and the traceability chain must run unbroken from raw material to final delivery. A trading company certificate that does not correspond to a specific manufacturing address is insufficient.
Q: What is the difference between EN 1090 and ISO 3834?
EN 1090 is the overarching execution standard for structural steel fabrication. ISO 3834 is the welding quality management standard that EN 1090 references normatively for welding control. EN 1090 sets the broader manufacturing and compliance framework; ISO 3834 governs the specific welding quality requirements within that framework. For EXC2 and above, both are required.
Q: How often is an EN 1090 certificate re-audited?
Notified Bodies conduct continuous surveillance audits under AVCP System 2+, typically on an annual or biannual basis3. Certificates have validity periods. Buyers should always check the certificate issue and expiry dates and confirm that surveillance audits are current.
Q: What does EXC2 cost more than EXC1?
EXC2 requires formal welding procedure qualification, welder certification, full weld inspection, material traceability through heat numbers, and a complete document pack including NDT reports. EXC1 has significantly reduced requirements in all of these areas. The cost difference reflects real production and quality control activities, not administrative fees.
Conclusion: Compliance, Traceability, and Controlled Delivery
EN 1090 certification is not a checkbox. It is a manufacturing discipline that connects material traceability, welding control, inspection, and documentation into a closed loop that protects every project from procurement through to final site acceptance.
For buyers and contractors, the key takeaway is this: a valid certificate alone does not confirm the supplier is right for your project. What matters is whether the factory's certification scope, execution class capability, welding quality system, traceability practices, and documentation discipline actually match your project requirements.
The most important questions are not "Do you have EN 1090?" but rather:
- Does your certificate cover the execution class my project requires?
- Can you show me your ISO 3834 level and welding procedure coverage?
- Can you provide a sample document pack from a recent comparable project?
- How do you maintain traceability for subcontracted operations?
A supplier who can answer these questions clearly, with evidence, is the partner who will protect your project. A supplier who cannot is a risk — regardless of what the certificate says.
Work With a Verified EN 1090 Certified Steel Fabricator
At Ruibiya Steel, we do not simply supply structural steel. We supply compliance, traceability, and complete documentation — the full package that protects your project from purchase order to final acceptance.
Our factory operates a rigorously audited EN 1090 FPC system supported by ISO 3834 welding quality management. We produce project-specific Declarations of Performance, EN 10204 3.1 material certificates, qualified WPS and WPQR documentation, and full NDT and inspection records as standard — not as extras.
Whether your project requires EXC2 for a standard industrial facility or EXC3 for a more demanding application, we are ready to provide both the steel and the documentation your project needs to clear customs smoothly and pass site inspections without delay.
Contact our engineering team to request a technical consultation, verify our certification details, or receive a sample quality dossier from a recent comparable project.
"EN 1090", https://en.wikipedia.org/wiki/EN_1090. Under the EU Construction Products Regulation (EU) No 305/2011, products covered by a harmonised European standard must bear the CE marking when placed on the EU market. EN 1090-1 is the harmonised standard for structural steel and aluminium components that sets the basis for CE marking. Supports: That EN 1090-1 is the harmonised standard for structural components and CE marking is required under the CPR when placing such products on the EU market. ↩
"List of EN standards", https://en.wikipedia.org/wiki/List_of_EN_standards. Authoritative summaries of EN 1090 explain that manufacturers must operate Factory Production Control (FPC) as part of the conformity assessment for CE marking of structural components. Supports: That FPC is an explicit requirement within EN 1090 for CE marking of structural components. ↩
"EN 1090-1 Factory Production Control — MTL Advanced", https://www.mtladv.com/wp-content/uploads/2021/02/BS-EN-1090.pdf. For EN 1090-1, the assessment and verification of constancy of performance is system 2+, which entails a Notified Body's initial inspection and continuous surveillance of the manufacturer's Factory Production Control before CE marking is affixed. Supports: That EN 1090-1 uses AVCP system 2+, requiring a Notified Body to certify Factory Production Control before CE marking. ↩
"EN 1090 Guideline — BOC", https://www.boconline.co.uk/en/images/EN_1090_White_paper_tcm410-119019.pdf. Steel construction guidance describes traceability practices under EN 1090 execution, where heat numbers are used to link components to mill certificates and maintain material identity throughout production. Supports: That material traceability from mill certificates to fabricated parts is an expected control in EN 1090 execution, typically using heat numbers. ↩
"ISO 9606-1 vs AWS D1.1 Welder Qualification — ECE Global", https://www.eceglobal.com/blog/iso-9606-1-vs-aws-d11-welder-qualification/. Technical guidance on welder approval explains that ISO 9606-1 requires continuity of approved welding activity for qualifications to remain valid, aligning with EN 1090's use of ISO standards for welding competence. Supports: That welder qualification validity depends on continuity of approved welding activity per ISO 9606-1, which is commonly referenced in EN 1090 execution requirements. ↩
"EU Legislation and CE Marking — International Trade Administration", https://www.trade.gov/country-commercial-guides/eu-eu-legislation-and-ce-marking. EU guidance on CE marking states that when a Notified Body is involved in the production control phase, the CE marking must be accompanied by that body's four-digit identification number. Supports: That when a Notified Body is involved in production control, its four-digit identification number accompanies the CE marking. ↩
"Regulations originating from the EU — 2011 No. 305 — Annex III", https://www.legislation.gov.uk/eur/2011/305/annex/III. The Construction Products Regulation obliges manufacturers of products covered by a harmonised standard to draw up a Declaration of Performance setting out the product's essential characteristics and declared performance to support CE marking. Supports: That the CPR obliges manufacturers to draw up a Declaration of Performance for products covered by a harmonised standard. ↩
"Frequently asked questions — European Commission CPR", https://single-market-economy.ec.europa.eu/sectors/construction/construction-products-regulation-cpr/frequently-asked-questions_en. EU guidance explains that CE marking for harmonised products may be placed on the product, its label or packaging, or on accompanying documents where appropriate under the applicable legislation. Supports: That CE marking for construction products may be affixed to the product, a label, packaging, or accompanying documents. ↩
"List of welding codes", https://en.wikipedia.org/wiki/List_of_welding_codes. Reference material on EN 1090 describes four Execution Classes (EXC1 to EXC4) that set progressively stricter execution and control requirements depending on the structural demands and consequences of failure. Supports: That EN 1090 includes Execution Classes EXC1–EXC4 specifying levels of execution requirements for steel structures. ↩
"Steel specification and design — SteelConstruction.info", https://www.steelconstruction.info/images/2/27/SE-P2r1.pdf. Technical guidance for steel construction widely notes that EXC2 is generally the default execution class for conventional building structures, with higher classes reserved for more demanding applications. Supports: That industry guidance commonly identifies EXC2 as the default execution class for most building structures. ↩
"Compliance FAQs: CE Marking — NIST", https://www.nist.gov/standardsgov/compliance-faqs-ce-marking. The Construction Products Regulation specifies that the manufacturer is responsible for drawing up the DoP and affixing the CE marking, and remains responsible for conformity even if production tasks are subcontracted. Supports: That the CPR places legal responsibility for conformity, DoP, and CE marking on the manufacturer regardless of subcontracting. ↩
"NANDO — New Approach Notified and Designated Organisations", https://ec.europa.eu/growth/tools-databases/nando/. The European Commission's NANDO database lists Notified Bodies and their identification numbers, allowing buyers to verify whether a body is officially designated for a specific regulation and harmonised standard. Supports: That buyers can use the NANDO database to verify Notified Body identification numbers. ↩
"Notification details — NANDO", https://webgate.ec.europa.eu/single-market-compliance-space/notified-bodies/notifications/313756?organizationVersion=4. The EU framework for EN 1090-1 assigns AVCP system 2+, which tasks a Notified Body with the initial inspection and continuous surveillance of the manufacturer's Factory Production Control as part of the CE marking process. Supports: That for EN 1090-1, a Notified Body conducts initial inspection and continuous surveillance of FPC under AVCP 2+. ↩
Comments